
行业资讯
Semiconductor Back End Processes: Selective GEM300 Adoption
GEM and GEM300 Adoption
In a previous blog, I shared how the relatively new SEMI task force in North America called “Advanced Back End Factory Integration” (ABFI) has already decided to promote the adoption of the GEM standard. In this blog, I will explain how the task force is also planning to selectively adopt what is often called the GEM300 set of standards. I say “planning” because this is a work in progress and subject to the standardization process in which we strive for consensus among the participants. However, one can argue that this plan should not be particularly controversial since the GEM300 standards have already been adopted by several major manufacturers of semiconductor back end equipment.
What are the GEM300 Standards?
There is no official “GEM300” definition, but at a minimum, all the experts agree that the GEM300 set of SEMI standards includes the following:
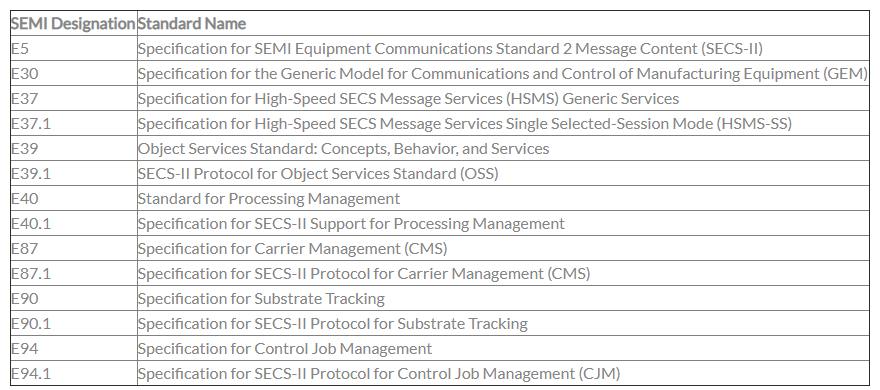
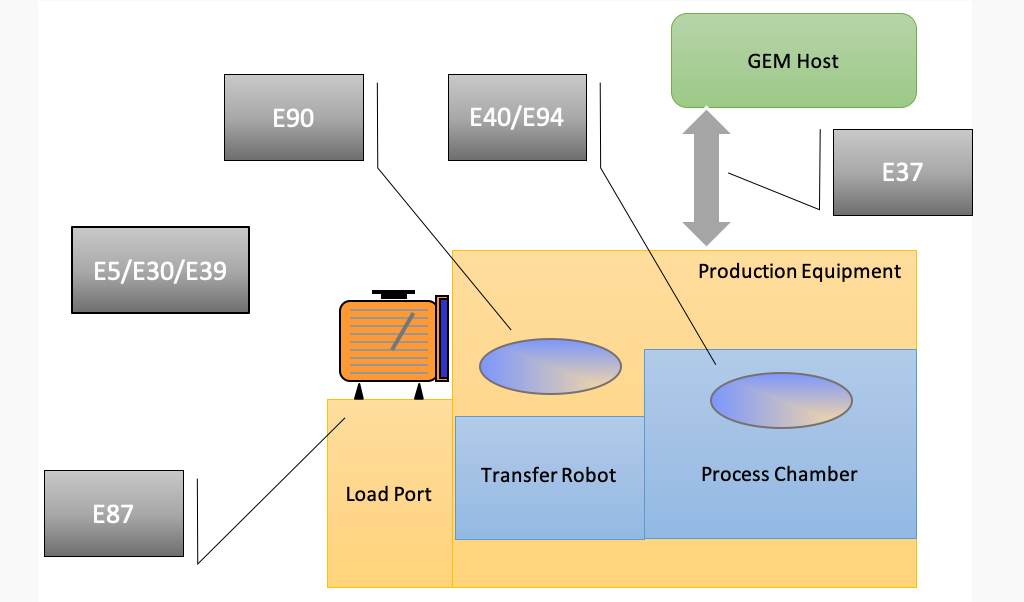
Seen together like this in a table, it seems like a lot to study and learn. And it is daunting. However, it is important to remember that most of the primary standards (like E87 and E90) also have a subordinate standard (like E87.1 and E90.1) that defines how to implement the standard using SECS-II. Although this nearly doubles the length of the list, these “.1” standards are really just extensions of the primary standard, and are all relatively short specifications. Each of these core GEM300 standards defines specifically how to use and augment the GEM standard to implement specific factory automation requirements and production operational scenarios. The diagram above shows how they work.
SEMI E37 (High-Speed SECS Messaging Services), E5 (SECS-II) and E30 (GEM) are the core standards for any modern GEM implementation—regardless of the GEM300 additions—so of course they apply. Each of the additional GEM300 standards builds on top of E30 and E5 to define general features for data collection, alarm handling, collection event reporting and the messaging library. For example, E87 (Carrier Management) deals with the load port services, carrier delivery, and carrier removal. E90 (Substrate Tracking) reports all substrate movement from the carrier to the process chamber and any intermediate movement. E40 (Processing Management) and E94 (Control Job Management) determine which substrates to process, which recipes to use and the substrate destinations. Finally, E39 (Object Services) defines general object handling for all of the standards.
Even though the diagram shows silicon wafers—since semiconductor front end factories use this set of GEM300 standards nearly universally—their applicability goes well beyond 300mm silicon wafer processing. However, if a piece of equipment does not deal with the substrates (material) or substrate delivery directly, then it is best just implementing GEM rather than GEM300.
How can these SEMI standards be applied to other equipment?
E87 Carrier Management
Certainly, any equipment dealing with a FOUP (front opening universal pod) that holds silicon wafers can adopt E87 Carrier Management to manage the load ports and carrier validation. But E87 Carrier Management is written in a manner flexible enough that equipment handling many other types of material can adopt it. Here are the criteria:
1.The material arrives in a container of some sort.The shape of the container, the number of slots in the container and the orientation of the slots do not matter. The container can be a rectangular tray with pockets. It can also be round with pockets. E87 Carrier Management refers to these containers as carriers
2.The material slots in the container can be ordered.In a FOUP, the material is in a horizontally stacked orientation. However, the principles of E87 Carrier Management can also apply to other material orientations. Whatever the container type, there needs to be clearly defined slot numbering. E87 Carrier Management only defines the order for a stacked container; therefore, other container styles need standardization.
With these two criteria, E87 Carrier Management can be applied to add value to the equipment by supporting an increased level of factory automation.
What features determine whether E87 Carrier Management can be adopted?
1.Carrier (Container) IDIf there is a carrier ID of some sort, it is of course very useful for implementing carrier ID verification. The carrier ID can be a barcode or any other type of identifier. But even if there is no carrier ID (even a barcode would suffice), then while under remote control the host can assign an ID to the carrier. Alternatively, while under local control the equipment software can generate a unique carrier ID.
2.Carrier (Container) ID ReaderE87 Carrier Management anticipated that a unit of equipment might not have a carrier ID reader. It also anticipated that a carrier ID reader might be out of service or defective, and therefore should be ignored. Not having a carrier ID reader means that you will not have the benefit of verifying that the correct container has arrived.
3.Number of Slots in the ContainerA standard FOUP for silicon wafers has 25 slots. But the number of slots in a container is not limited or restricted.
When can’t E87 Carrier Management be applied?
For E87 Carrier Management to be applied, the material needs to arrive and/or depart in some sort of container. If material arrives and departs continuously without any container, such as on a conveyor, then there is no container or load port for E87 Carrier Management to manage. Of course, GEM can still be applied without E87 and the other GEM300 standards, although E90 Substrate Tracking might still be useful.
What are the benefits of using E87 Carrier Management?
E87 Carrier Management provides quite a few benefits to any equipment that can adopt it.
•Confirmation that the correct container arrived at the equipment
•Confirmation that the container has the expected material in its various locations
•Reporting current load port states (e.g., occupied, ready for unloading, ready for loading)
•Placing a load port in and out of service, such as for maintenance and repair
•Notifying the equipment when a container will be arriving
•Managing container storage
•Reporting when the material from a container is nearly completed processing
•Load port identification
•Assigning substrate IDs
E90 Substrate Tracking
The “substrate” term is not restricted to silicon wafers, but rather applies to any type of product material. This generalization of the substrate term means that E90 Substrate Tracking can be applied to many different types of equipment.
Normally substrate tracking is considered in terms of fixed substrate locations, such as a slot in a container, a specific location in a pre-aligner, the end effector of a robot arm, or a specific process chamber. However, just like a robot for handling silicon wafers can have multiple arms for handling multiple substrates, a conveyor can be similarly modeled to have multiple substrate locations. For example, if a conveyor can hold 50 small substrates at a time, then it could be modeled with 50 substrate locations for high-precision material tracking. Doing so allows E90 to be used to track substrates even while on a conveyor. The time each substrate is placed on a conveyor can be used to deduce the order of the material on the conveyor.
E90 Substrate Tracking also provides for substrate ID verification. This is only possible when the substrates have an identification code that can be read, such as a barcode or 2D data matrix, and when the equipment has the hardware capable of reading the identification code. When both are present, substrate ID verification can allow the factory to confirm each substrate before processing, and thereby reduce scrap.
When an equipment transports and processes multiple units of material internally using any type of container, it is called batch processing. E90 Substrate Tracking also supports this method by identifying batch locations and by providing data collection features specific to batch movement.
When can’t E90 Substrate Tracking be applied?
In order to use E90 Substrate Tracking, the equipment must have at least two substrate locations and work with some type of substrate. Without these, there is no benefit in implementing E90 Substrate Tracking.
What are the benefits of using E90 Substrate Tracking?
E90 Substrate Tracking provides many benefits to any equipment that handles material.
•Providing history of substrate movement, including timestamps for each location change
•Substrate identification
•Substrate location identification
•Factory substrate verification, including the automated rejection of invalid substrates
•Providing processing status for each substrate
•Implementing virtual substrate tracking for lost substrates
E40 Processing Management
E40 Processing Management creates a list of materials to process and the name of the recipe to use. When using silicon wafer substrates, this list is either in the form of a carrier ID and a set of slot numbers, or a list of substrate IDs.
When can’t E40 Processing Management be applied?
If an equipment processes material continuously without having a discrete set of material that is known and identified ahead of time, you cannot apply E40 Processing Management. E40 Processing Management assumes that you have a specific set of material to process. If each substrate is simply processed as it arrives, then you are better off just using GEM’s PP-SELECT remote command to choose the correct recipe.
What are the benefits of using E40 Processing Management?
E40 Processing Management provides multiple benefits when it can be applied to an equipment:
•Easily configure the equipment to process a specific set of material with a specific recipe. For example, 20 substrates can all be processed with the same recipe, or each with a different recipe.
•Allows the equipment to support process tuning in which specific default settings in a selected recipe can be overwritten with new values. This is far easier than creating a proliferation of nearly identical recipes.
E94 Control Job Management
E40 Processing Management can be used in a standalone fashion but is usually implemented in conjunction with E94 Control Job Management. I recommend implementing both. Even if you don’t need all the extra features of Control Job Management, it adds very little overhead and is easy to use.
When can’t E94 Control Job Management be applied?
E94 Control Job Management cannot be used without E40 Processing Management, because its primary function is to manage the E40 process jobs. Therefore, its applicability is subject to the same criteria as E40 Processing Management.
What are the benefits of using E94 Control Job Management?
E94 Control Job Management has some features that benefit some equipment:
•Allows material to arrive in one container and depart in another. This is beneficial when the source container needs to be kept uncontaminated by the effects of a process.
•Allows material to be sorted based on some criteria. This is beneficial when sorting takes place based on inspection and/or other conditions, and the material is subsequently routed to different destination containers based on the sorting.
•Manages a set of process jobs. For example, one can abort, pause or resume all process jobs.
How does all of this apply to the back end industry segment?
Factories must decide if they want the benefits of GEM300. Although E90 Substrate Tracking can be applied to most equipment, E87 Carrier Management, E40 Processing Management and E94 Control Job Management are only applicable to the equipment that deliver and/or remove material in containers. The features of each standard may not seem remarkable in and of themselves, but it is important to remember that these features have been implemented in a standardized way that many equipment manufacturers and their factory customers around the world have all agreed to follow—and that is truly remarkable.
One of the primary benefits of the GEM300 standards is the factory’s ability to move material to the equipment and process it in any order. The term “process” is used very loosely with the understanding that in addition to material transformation, inspection, metrology, sorting, testing, packaging, and other manufacturing activities are all types of processing. The material can be moved from any equipment to any equipment. This flexibility is a key to the success of modern integrated circuit manufacturing. It allows for the fabrication of many products without moving equipment or setting up conveyors. It allows process steps to be added or removed at any time. It enables the optimum use of inspection and metrology equipment since the same equipment can be used before and after any process step. The GEM300 standards directly support this flexibility.
The SEMI Advanced Back End Factory Integration task force plans to standardize the criteria for determining which standards apply based on an equipment’s functionality. What I’ve explained in this posting is just the starting point for this work—there is much more to be done. We welcome more participants on the task force to ensure the standardization is done accurately and efficiently.

微信公众平台
021-68068556
服务咨询热线
地址:上海市浦东新区康桥工业园区秀浦路3999弄12号
邮箱:HR@bionanosemi.com
-----:Service@bionanosemi.com
请输入搜索关键字
确定